+86-13914052243
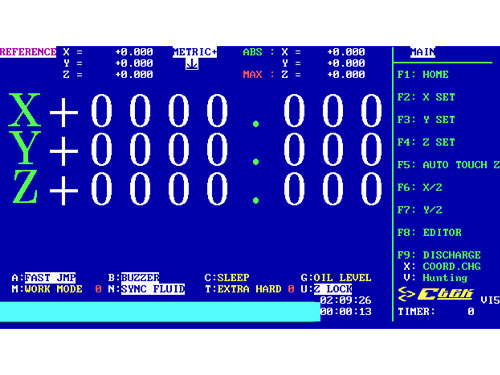
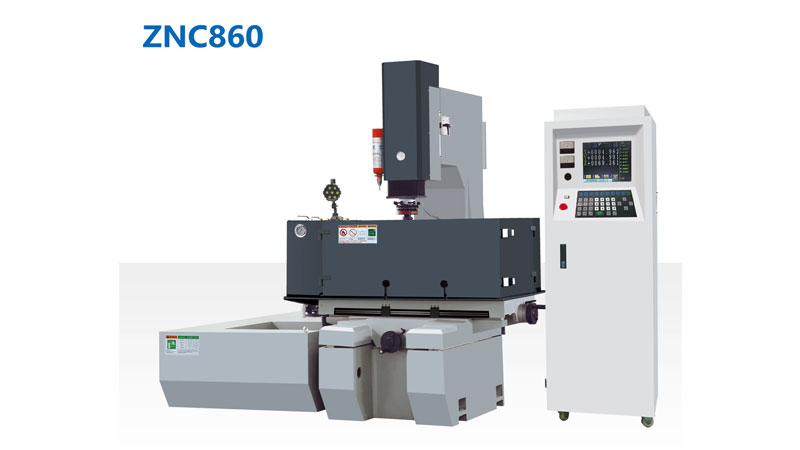
Original Taiwan C-Tek controller, LCD monitor, Industrial Computer Controller EDM sinker for sale
High accuracy X, Y, Z three axes C3 grade Taiwan-made ball screw.
Z-axis imported Japanese Sanyo servo motor control.
Three axes DROs of 0.005mm resolution.
Resin sand casting as machine body and inner stress removed to make sure long-time rigidity and stability.
Z-axis is equipped with a high precision roller guideway with a Japanese SANYO DC servo motor, to make the movement of the Z-axis more sensitive and smoother.
The machine has a wide machine base to make sure the machine is strong enough for heavy loading, X. and Y axis have V shape and flat guideway with FEFLON wear-resisting sticker, movement of heavy load is smooth and light, with no crawling phenomenon.
Working lamps, fire extinguishers, and lubrication units, and patented electrode holders are all Taiwan-made.
More than 20,000 units of programming storage capacity. Normally, more than 20,000 different programmings of mold or customer numbering can be stored
With a mirror surface processing circuit, a true mirror effect can be performed. Furthermore, it is even better to use orbital processing and powder mixing processing with the EDM spark erosion machine.
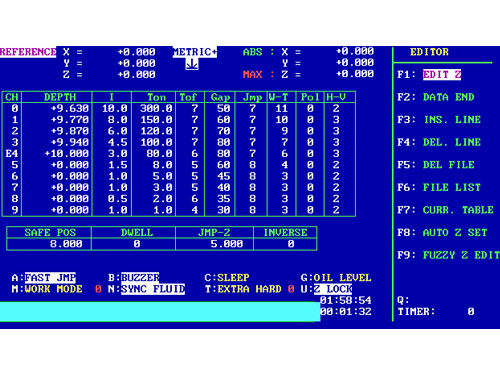
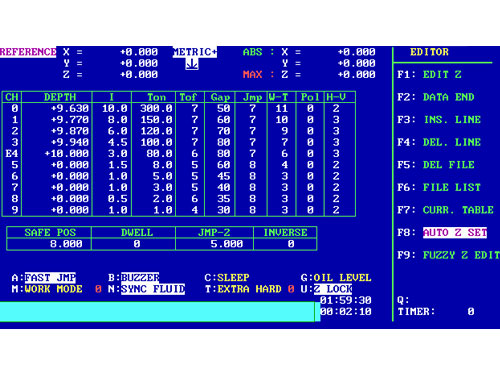
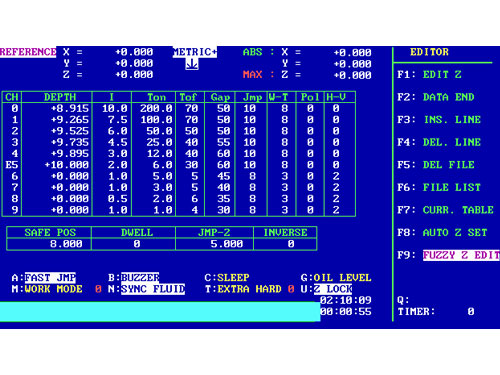
10 segments auto-editing function. ① Manual edit: edit machining condition by experience. ②AUTO Z auto edit: Max. Depths, initial current and finished process, machining area selection are provided, and then machining condition edit can be finished automatically. ③ Intelligent condition edit electrode shape, electrode and workpiece material, workpiece section area and finished precision selection, depth setting area are provided, and then machining condition can be complete at a time by the way of a rough→moderate→fine.
X, Y, Z-axis coordinate are switch with Metric and English system
If machining of the EDM CNC die sinking process is unstable, the discharging condition is auto-adjusted by modifying discharging efficiency and working time. After that, the condition will restore automatically. And it is also adjustable at any time.
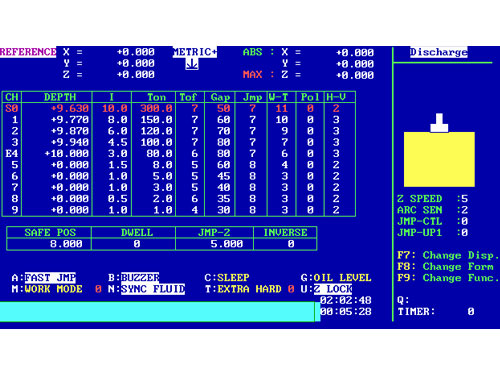
Auto arcing detecting function, if unsteady caused by arcing occurs, the computer will adjust machining parameters and rise to jump up height, then the normal condition would return.
If could set that after 2~10 times discharging (jumping up control), the electrode will be raised (safe height Z) to the set arbitrary position and continue machining the EDM spark erosion process. This could achieve good slagging off performance for deep hole machining.
The function of avoiding second discharging and carbon deposition rapid raising or discharging boundary searching rapid rising.
Power control (equal energy) function for homogenizing machining effect. And this function could be switched off to accelerating graphite electrode machining.
Generator new design conforms to a power supply box and 15-inch LCD display criterion of European CE safety regulation, which is dustproof, waterproof, electric noise-proof, and circuit board life could also be raised.
An industrial class PC-based controller is applied, and the traditional hard disk is substituted by new DOM type memory, which enables faster and more steadily speeds of file reading and it is more suitable for industry application.
Up discharging (reverse machining) function makes special machining easier.
Two independent machining coordinates. The male die and female die could be parted or machined in different coordinates.
After power off, the system restarts and automatically reloads the previous machining condition and coordinate of last time, so discharging could be finished by pushing the remote control box without panel operation
Two jumps up to speed type, which serve speed could be raised when no electrode deformation and big area machining efficiency could also be raised.
Separately storage of coordinate and machining data and same machining condition could be rapidly added in different part machining.
Two high voltage circuits could be set in partial voltage or partial current according to the customer's need provided by EDM machine suppliers
Arcing detection setting function could start the carbon deposition hardware detecting circuit, and every charging pulse could be detected and the current will be cut off when an abnormal pulse occurs. So no short circuit is caused by a short circuit
Discharging high voltage pulse control, which enables the settings of different high voltage pulse types and it could go with machining speed and electrode wear.
The EDM spark erosion machine die-sinking process is usually used in the production of molds and dies. A discharge occurs in the small gap between the workpiece and the electrode, and the material is removed by melting or vaporization. For the EDM spark erosion machine die-sinking process, the electrode and the workpiece must be immersed in the dielectric fluid. The die-sinking mold process starts with processing the graphite electrode to form the "positive" of the required cavity. The electrode is then carefully inserted into the workpiece, and when the feature closes the spark gap (the distance required for the spark), a spark is generated on its surface.


 Notes for maintenance of EDM small hole drilling machine
Notes for maintenance of EDM small hole drilling machine
 The 2016 National EDM Machining Technology Seminar was successfully held in Beijing
The 2016 National EDM Machining Technology Seminar was successfully held in Beijing
 N85 5-axis Simultaneous Control Cnc Die Sinking Edm Machine Has Been Added Into “qualified Suppliers Catalog Of Domestic Made High Rank Cnc Machine Tools For Military Industry”
N85 5-axis Simultaneous Control Cnc Die Sinking Edm Machine Has Been Added Into “qualified Suppliers Catalog Of Domestic Made High Rank Cnc Machine Tools For Military Industry”





 GET STARTED
GET STARTED