+86-13914052243
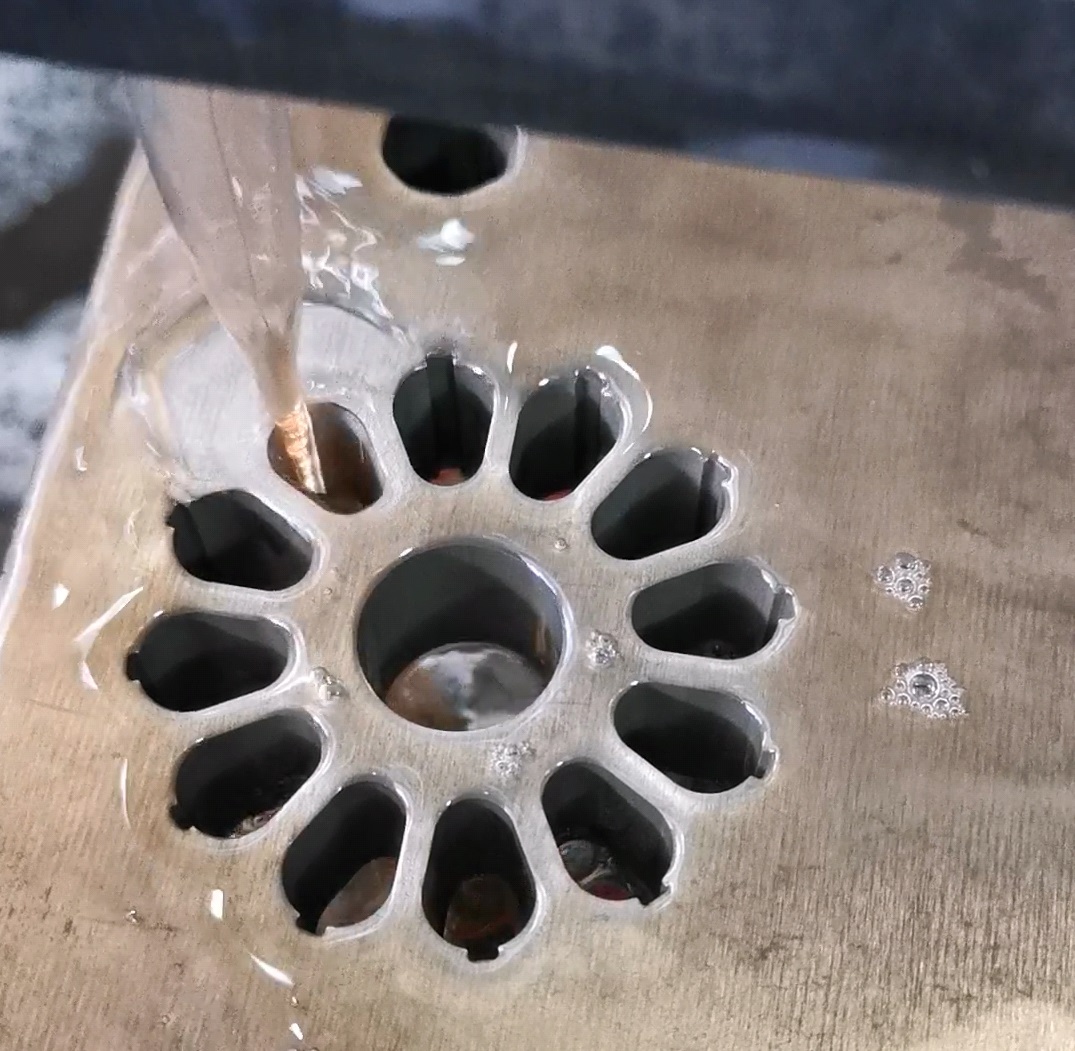
Wire EDM cutting aluminum has always been a big problem. The conductive block wears quickly, the molybdenum wire is easily broken, and the working time of the working fluid is short. These are very common problems. In today's article, as one of the professional CNC EDM machine suppliers, DMNC will systematically analyze how to cut aluminum by wire-cutting EDM properly.
When machining EDM aluminum parts by CNC wire cutting EDM, the wider pulse width is likely to produce larger alumina or particles with alumina on the surface. If the pulse interval is too small, it will also produce larger particles. The molybdenum wire easily adheres to these larger processed particles, which affects the conductivity and has a great negative impact on electrical discharging. Increasing the no-load voltage amplitude of the pulse power supply, reducing the pulse width and processing pulse gap can reduce the possibility of processing debris attached to the electrode wire(molybdenum wire).
In order to keep the moly wire EDM cutting fluid clean, make it work normally and effectively, and extend the service life of the working fluid, thick sponges can be used to prevent debris from flowing into the water tank, keep the waterway open, and reduce the adhesion of processing debris on the molybdenum wire. Clean or replace the sponge pad regularly. The amount of water sprayed from the upper and lower sides of the moly wire EDM fluid should be uniform and try to use a water tank with a good filtering effect to remove the erosion in time.
Now, there is special brass wire on the EDM wire cutting machine to cut aluminum parts, the diameter is 0.20mm
If the wire-cutting machine is used to process large quantities of EDM aluminum parts in the CNC EDM machine for sale, the processing problems will be more prominent, and the above-mentioned measures will not be able to fundamentally solve the problem. This needs to be considered from the perspective of machine transformation, and electrical conductivity is no longer used. The block power supply method, such as the wire barrel power supply method, can be suitable for production and processing. It is equipped with a special device for cutting EDM aluminum parts (carbon brush), which can supply electricity to the wire barrel and guide wheel, which can slightly increase the service life of the power feed contact.
 Notes for maintenance of EDM small hole drilling machine
Notes for maintenance of EDM small hole drilling machine
 The 2016 National EDM Machining Technology Seminar was successfully held in Beijing
The 2016 National EDM Machining Technology Seminar was successfully held in Beijing
 N85 5-axis Simultaneous Control Cnc Die Sinking Edm Machine Has Been Added Into “qualified Suppliers Catalog Of Domestic Made High Rank Cnc Machine Tools For Military Industry”
N85 5-axis Simultaneous Control Cnc Die Sinking Edm Machine Has Been Added Into “qualified Suppliers Catalog Of Domestic Made High Rank Cnc Machine Tools For Military Industry”


 GET STARTED
GET STARTED