+86-13914052243
EDM machining is a machining process that mainly uses a discharge electrode (EDM electrode) with a specific geometry to burn out the geometry of the electrode on a metal (conductive) part.
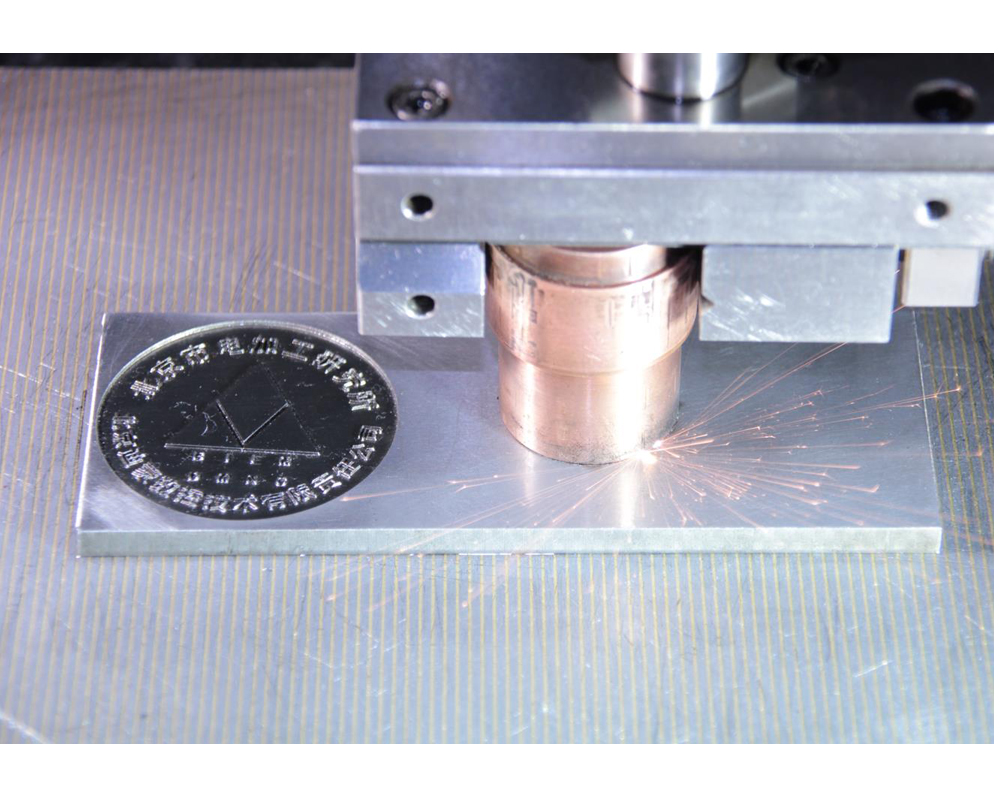
The difference between EDM and general cutting, and one of the greatest advantages of EDM, is that the tool and the workpiece are not in contact during EDM, but instead rely on the continuous pulse discharge between the tool and the workpiece. The local and instantaneous high temperature generated by the discharge is used for gradually corrosion removing the metal material. Because there are visible sparks during the discharge process, it is called EDM.
One pole of the pulse power supply of the electric spark machine is connected to the tool electrode, and the other pole is connected to the workpiece electrode. Both poles are immersed in a liquid medium with a certain degree of insulation (commonly used special spark oil). Unlike the manual EDM machine, the tool electrode is controlled by an automatic feed adjustment device to ensure that the tool and the workpiece maintain a small discharge gap (0.01~0.05mm) during normal processing. The pulse voltage of the electric spark machine is applied between the two poles, and the liquid medium at the closest point between the poles under the current conditions is broken down to form a discharge channel. Due to the small cross-sectional area of the channel and the extremely short discharge time, the energy is highly concentrated (10~107W/mm).
The instantaneous high temperature generated in the discharge area of the electric spark machine is sufficient to melt or even evaporate the material, so that a small pit is formed. After the first pulse discharge is over, after a short interval time, the second pulse of the CNC EDM spark erosion machine strikes and discharges between the other poles recently. In such a high-frequency cycle that can be ranked as an obvious advantage of EDM, the tool electrode is continuously fed to the workpiece, and its shape is finally copied on the workpiece to form the required processing surface. At the same time, a small part of the total energy is also released to the tool electrode, causing tool wear.
With the development of industrial production and the progress of science and technology, new materials with high viscosity and high purity are constantly appearing, and there are more and more workpieces with various complex structures and special process requirements, which makes traditional mechanical processing methods impossible. Processing or difficult to process. Therefore, in addition to further development and improvement of mechanical processing methods, people also strive to find new processing methods. EDM has high melting point, high hardness, high strength and high brittleness. EDM can meet the needs of production development and show many excellent performances in applications. Therefore, it has been rapidly developed and increasingly widely used.


 GET STARTED
GET STARTED