+86-13914052243
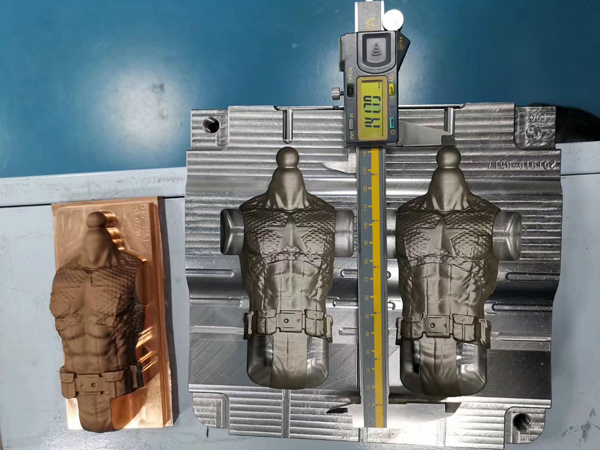
EDM die sinker machine can process materials with complex shapes and those that are difficult to machine using conventional cutting methods. During processing, there is no cutting force, and defects such as burrs and tool marks are not generated; the electrode material does not need to be harder than the workpiece material. EDM uses electrical energy for machining, which is convenient for achieving automation. A transformation layer is formed on the surface after processing, which needs to be further removed in certain applications; the purification of the working fluid and the treatment of smoke and pollution generated during processing are relatively complicated. EDM is mainly used for machining molds and parts with complex cavities and holes; processing various hard and brittle materials such as hard alloys and quenched steels; processing deep and fine holes, irregular holes, deep grooves, narrow slits, and cutting thin sheets; and for processing various shaping tools, templates, and thread gauges and measuring tools.
EDM die sinker machine, one pole of the pulse power supply is connected to the tool electrode and the other pole is connected to the workpiece electrode, and both poles are immersed in a liquid medium with a certain insulation. The tool electrode is controlled by an automatic feed control device to maintain a very small discharge gap between the tool and the workpiece during normal processing. When the pulse voltage is applied between the two poles, the liquid medium at the nearest point between the poles is broken down to form a discharge channel. Due to the small cross-sectional area of the channel and the short discharge time, the energy is highly concentrated, and the instantaneous high temperature generated in the discharge area is sufficient to melt or even vaporize the material, forming a small pit. After the first pulse discharge is completed, a second pulse is discharged between the nearest points of the other pole after a short interval. This process is repeated at a high frequency, and the tool electrode is continuously fed to the workpiece. Its shape is finally copied onto the workpiece, forming the required machining surface. At the same time, a small part of the total energy is also released to the tool electrode, causing tool wear.
EDM machining speed and surface quality
Generally, during EDM die sinker machine processing of molds, rough, medium, and fine stages are used. The rough machining is achieved by high-power and low-loss, while the medium and fine machining electrodes have relatively high losses. However, in general, the margin for medium and fine machining is small, so the electrode wear is also minimal and can be compensated for by controlling the size of the machining or ignored when accuracy requirements are not affected.
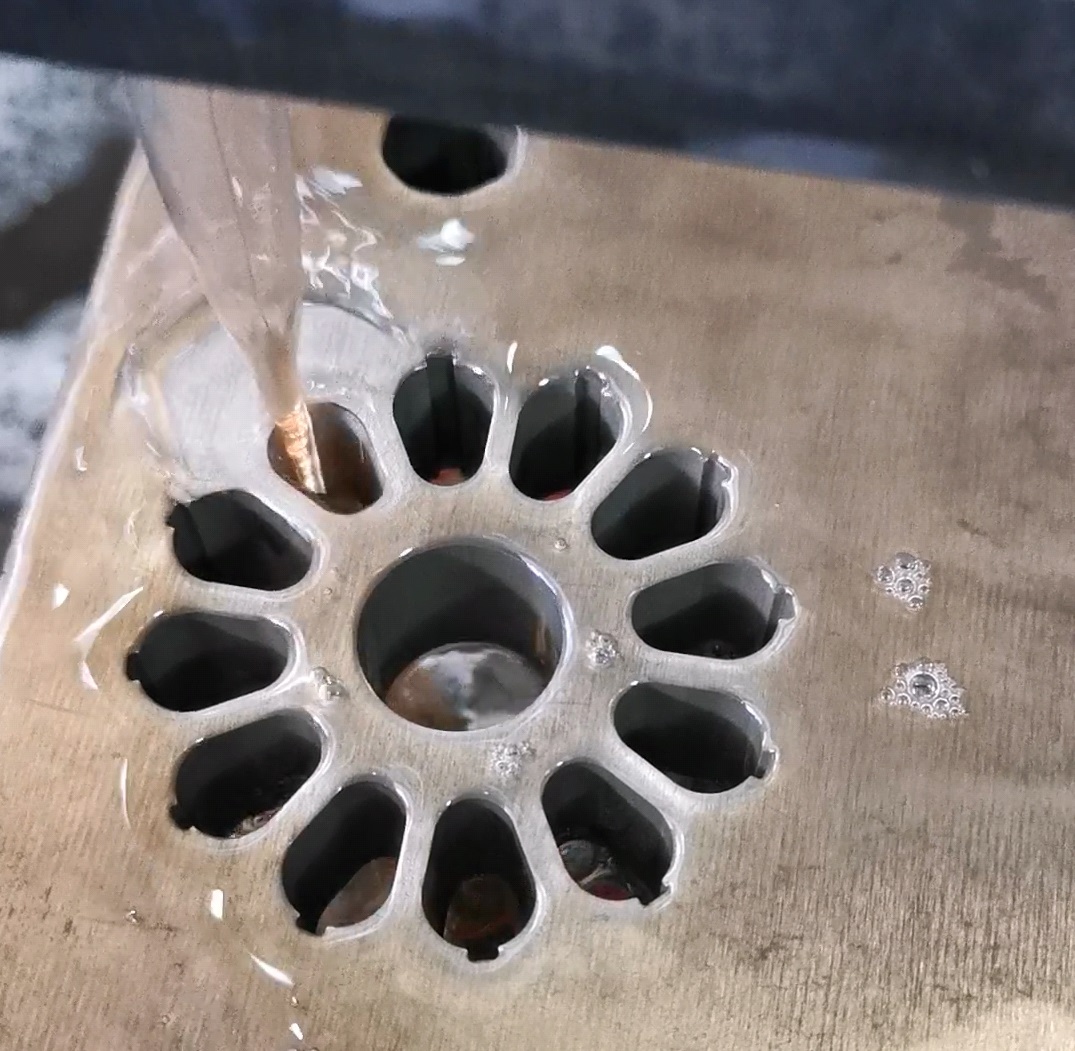
EDM carbon and slag removal
EDM machining can only proceed smoothly when both carbon slag and slag removal are balanced. In practice, the carbon slag is often eliminated by sacrificing the machining speed, for example, by using high voltage and large pulse width during medium and fine machining. Another reason affecting the elimination of carbon slag is that the shape of the machining surface is complex, making the chip removal path unobstructed. Only by actively creating good slag removal conditions and taking some targeted measures can the issue be addressed.
Mutual wear between EDM workpiece and electrode
The long pulse time of the EDM die sinker machine is conducive to reducing electrode wear. EDM die sinker machine generally uses long pulse and high current discharge for rough machining, which is fast and has little electrode wear. In fine machining, small current discharge must reduce the pulse width, which not only increases electrode wear but also greatly reduces the processing speed.

 GET STARTED
GET STARTED